Hallo!
Bevor ich zur eigentlichen Beschreibung meines Problems bekomme der Hinweis, dass ich den Drucker seit ca. 1 Jahr als stupider Anwender nutze, bedeutet ich lade mir eine Vorlage herunter, schicke diese durch den Slicer (Cura) und drucke sie. Daher bitte ich schon mal vorab um Verzeihung, falls mir irgendwelche Fachbegriffe jetzt nicht geläufig sein sollten. Aber ich bin ja lernfähig. 😉
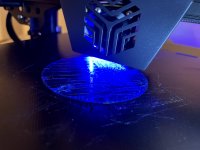
Zum Problem: der Drucker stand ca. 2 Monate unbenutzt an seinem Platz, gestern wollte ich dann einen simplen Druck ausführen, mit einer mir bekannten Vorlage, die mit PLA noch nie Probleme bereitet hat. Mittlerweile sind jedoch etliche Versuche gescheitert, da der Drucker von Anfang an immer wieder "Spinnweben" produziert und deswegen der erste Layer bereits nicht richtig haftet. Diese dünnen Fädchen verklumpen recht schnell und es entsteht von Anfang an keine glatte Fläche.
Das Druckbett ist natürlich vorher gesäubert worden, ich sehe das Problem eher an der Auslassdüse, die irgendwie nicht genügend Filament nachzuschieben scheint. Habe auch bereits zwei verschiedene PLA-Filamente versucht und ein neues Autoleveling durchgeführt, leider jedoch alles ohne Erfolg. Für Tipps was ich noch versuchen könnte wäre ich sehr dankbar. Sollte ich irgendwelche Infos vergessen haben, dann liefere ich diese natürlich gerne noch nach.
Vielen Dank schon mal!
Bevor ich zur eigentlichen Beschreibung meines Problems bekomme der Hinweis, dass ich den Drucker seit ca. 1 Jahr als stupider Anwender nutze, bedeutet ich lade mir eine Vorlage herunter, schicke diese durch den Slicer (Cura) und drucke sie. Daher bitte ich schon mal vorab um Verzeihung, falls mir irgendwelche Fachbegriffe jetzt nicht geläufig sein sollten. Aber ich bin ja lernfähig. 😉
Zum Problem: der Drucker stand ca. 2 Monate unbenutzt an seinem Platz, gestern wollte ich dann einen simplen Druck ausführen, mit einer mir bekannten Vorlage, die mit PLA noch nie Probleme bereitet hat. Mittlerweile sind jedoch etliche Versuche gescheitert, da der Drucker von Anfang an immer wieder "Spinnweben" produziert und deswegen der erste Layer bereits nicht richtig haftet. Diese dünnen Fädchen verklumpen recht schnell und es entsteht von Anfang an keine glatte Fläche.
Das Druckbett ist natürlich vorher gesäubert worden, ich sehe das Problem eher an der Auslassdüse, die irgendwie nicht genügend Filament nachzuschieben scheint. Habe auch bereits zwei verschiedene PLA-Filamente versucht und ein neues Autoleveling durchgeführt, leider jedoch alles ohne Erfolg. Für Tipps was ich noch versuchen könnte wäre ich sehr dankbar. Sollte ich irgendwelche Infos vergessen haben, dann liefere ich diese natürlich gerne noch nach.
Vielen Dank schon mal!