Hallo
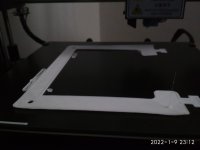
ich habe mit meinem 3D Drucker Anycubic S eine Tablet-Halterung drucken wollen. Jedoch ist die unterste Schicht sehr schlecht geworden (Haftung). Zum einen sind manche Bahnen total "daneben" und zum anderen hat sich beim Druck dann ein Teil des Druckes nach oben gewölbt.
Gelevelt habe ich mehrmals aber ich vermute, dass hier das Hauptproblem besteht oder? Habe die Anleitung bevolgt und den Kopf per Hand an die Eckpunkte bewegt und mit dem beiliegenden Papier gelevelt. Im Netz habe ich gelesen, dass man besser ein Programm ablaufen lässt und dann "on the go" levelt.
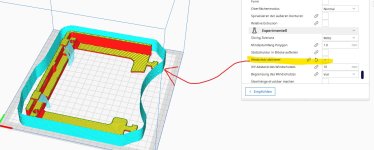
Als Programm nutze ich Cura mit den empfohlenen Einstellungen. Jedoch bin ich bei der Masse an Einstellungen überfordert. Welche Werte sollte man denn für die Erste Schicht(en) verwenden?
Material ist PLA von Geeetech. Temp. 200°C / Bett 60°C
Habe ein paar Bilder gemacht. Das letzte Bild zeigt die Unterseite.
ich habe mit meinem 3D Drucker Anycubic S eine Tablet-Halterung drucken wollen. Jedoch ist die unterste Schicht sehr schlecht geworden (Haftung). Zum einen sind manche Bahnen total "daneben" und zum anderen hat sich beim Druck dann ein Teil des Druckes nach oben gewölbt.
Gelevelt habe ich mehrmals aber ich vermute, dass hier das Hauptproblem besteht oder? Habe die Anleitung bevolgt und den Kopf per Hand an die Eckpunkte bewegt und mit dem beiliegenden Papier gelevelt. Im Netz habe ich gelesen, dass man besser ein Programm ablaufen lässt und dann "on the go" levelt.
Als Programm nutze ich Cura mit den empfohlenen Einstellungen. Jedoch bin ich bei der Masse an Einstellungen überfordert. Welche Werte sollte man denn für die Erste Schicht(en) verwenden?
Material ist PLA von Geeetech. Temp. 200°C / Bett 60°C
Habe ein paar Bilder gemacht. Das letzte Bild zeigt die Unterseite.